浅论“推动方式”和“拉动方式”

对于汽车行业,企业在产品供应链的地位不同,“推动方式”和“拉动方式”的定义也各不相同,总装工厂、零部件加工工厂的生产模式的定位也相差甚远。
总装企业
对于B2B2C模式下的企业,“推动模式”和“拉动模式”是战略层定义。
“推动模式”是按照订单需求量,拆分工作任务分配到整个供应链的各个环节。在分配过程中,优先考虑订单完成时间,订单满足率,甚至某些条件下不考虑订单,提前进行生产备货。

所以为了满足需求,要经常对库存水平进行评估。这种模式下的供应链中的各个节点都需要进行库存备料,这样才能保证最终需求能够被充分满足。

“拉动模式”是客户需求量稳定,且不断增加的情况下,为了降低库存,实现精益生产,而从“推动模式”转为“拉动模式”。在“拉动模式”中,只有当订单出现的时候,供应链系统才会开始运行。
“拉动模式”和“推动模式”最大的区别就在于“拉动模式”事先并不准备库存,这就意味着整个供应链下游的生产企业只有当上游的需求产生的时候才开始出现物料流动。

在“拉动模式”下,库存能够被显著地降低,而且原本存在于供应商和制造商,以及制造商和零售商之间的仓库也不再需要了。
在这个模式中,真正的库存主要存在于转运过程中,也就是精益生产中提出的“零库存”概念。当然,这种模式最大的困难在于供应链上下游的各个节点都能完美的做好本职工作,且体系拥有全流程协调管理能力,以及非常强大的执行能力,否则一个节点出现问题,将会影响整个供应链条。
总装工厂需要对市场进行预测,面临着“库存过剩”和“脱销”的双重风险,“库存过剩”会占用公司大量资金,影响企业经营,严重的会导致资金链断裂,导致企业破产,“脱销”会延时交付周期,导致客户流失。

所以在内部制定生产计划时,首先考虑的是推动式生产,因为推动式生产是以生产为导向的,在还没有订单的时候就开始生产,这就需要企业有较高的市场预测能力,也能顺利完成铺货,至少要满足4S店的基本存货要求。当总装工厂将库存分派到分销商手中后,经过一段时间的市场营销,掌握销量曲线数据后可以慢慢转为拉动式生产。

所以总装企业是先“推动模式”,再转为“拉动模式”。
零部件加工工厂
这里的“推动模式”和“拉动模式”再次进行定义,也称战术层定义。
“推动模式”按照客户订单量分解到整个工厂的各个工序,从生产备料到生产过程,直至成品入库,按照工艺路径从前到后,顺序进行的方式。

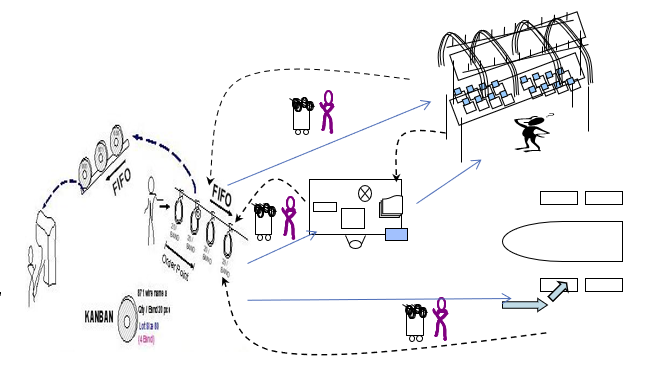
“拉动模式”是预先留存安全库存,按照客户的订单量进行领料并扣减库存,当低于安全库存量时,触发拉动看板信号,根据预先设定的企业内部生产批量下发生产计划,计划的来源是从后向前的方式。
零部件加工工厂属于二级制造商,生产产品为定向产品,非原材料的刚性生产商,所以完全依赖于总装工厂生存,市场预测更关注的是同期环比,且无法跨过下游企业直接进行终端销售,这就意味着与总装工厂的协同性生产尤为重要。
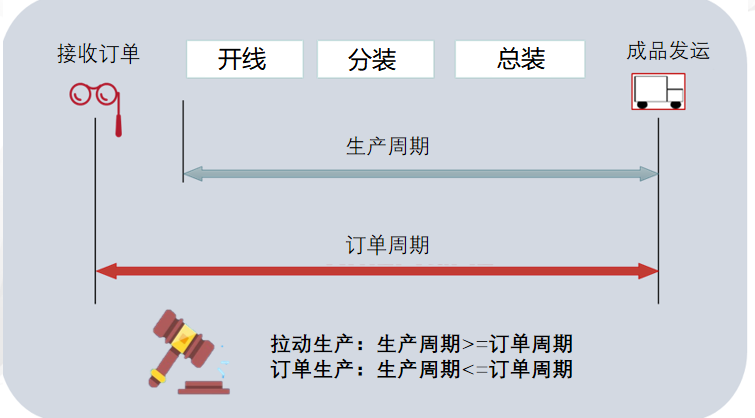
由于零部件加工工厂面对的客户多、订单需求不同,所以决定“推动模式”还是“拉动模式”的关键因素,是交货周期和生产周期。当交货周期大于生产周期时,生产能力能够覆盖订单需求时间,采用“订单模式”更优,这样可以控制厂内库存,无论减少原材料库存还是半成品库存,都可以最大限度降低资金积压。当交货周期小于生产周期时,采用“拉动模式”更益,生产能力无法按时交货时,只有提前设置安全库存,才能在有限时间内完成客户需求。
当下大部分中小企业采用的是“订单模式”,大型、超大型企业采用的是“拉动模式”,这里也印证了一个市场现象,小企业面对的更多的是小批量多品种,大企业则是大批量少品种,在管理上也可以进行解释,大企业负责处理规范化、规模化的市场诉求和份额,小企业负责满足机动式的需求和份额。所以“拉动模式”是一个企业规模化的醒目牌、也是企业实力的展示——资金充盈、管理规范、库存储备应急能力强。
当然,在“拉动模式”的生产企业也会出现“推动模式”,原因是客户订单突然加急,要求在极短的时间内完成,这就导致企业无法再继续根据看板信号进行任务下派,只能采用“推拉结合”的方式进行生产。
综上所述,“拉动模式”和“推动模式”都有其在不同商业环境、不同供应关系下的不同定义,但是原理都是一致的,都是企业根据所处发展阶段采用的更为合适的生产模式,所以企业选择哪种生产模式,需要完成当下内部评估和未来市场定位。

随着汽车行业的发展,近年来汽车线束行业备受关注,小编在线束行业工作十年,一直从事IE的工作,目前在易加科技从事线束行业MES实施工作。作为生产制造系统的设计者,我们一直都是本着合格的产品是生产出来的而不是检验出来的,那么接下来介绍一下IE的具体工作以及MES在设计制造系统中会带来哪些优势。
车间规划不仅要制造出一流的产品,还需要考虑产品的制造成本、设备的使用效率。合理选择加工设备,优化设备布局,高效组织并协调各生产要素,来降低产品的制造成本、提高生产效率的基础。
对于汽车行业,企业在产品供应链的地位不同,“推动方式”和“拉动方式”的定义也各不相同,总装工厂、零部件加工工厂的生产模式的定位也相差甚远。



